


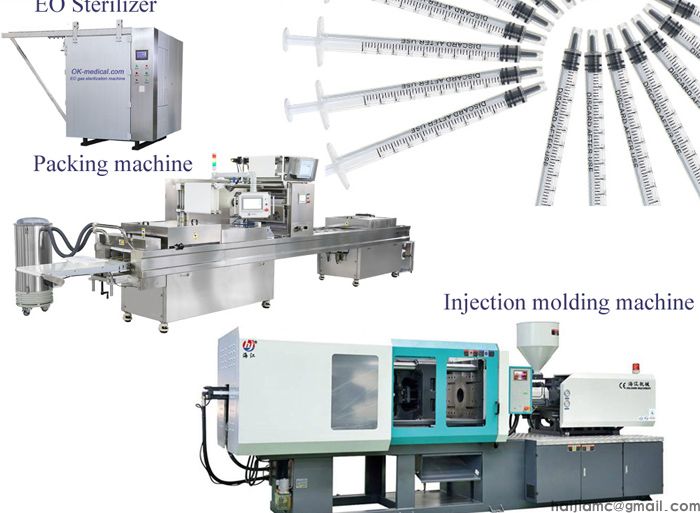


Many customers ask me how this product is made, it's actually not that complicated, even though it looks like something straight out of a sci-fi lab when you see the finished result. You know those little tubes the nurse pulls out when you’re getting blood work done? The ones with the color-coded caps? Yeah, those. Specifically the ones with the gel at the bottom and that clot activator stuff on the walls. It feels like magic because they separate your blood so perfectly, but honestly, making them is just a matter of having the right gear and a bit of patience. I’ve been around these production lines for a long time, and I still get a kick out of watching raw plastic turn into something that helps save lives. It starts pretty messy, to be honest. You have these bags of plastic pellets. Usually PET material because it’s clear and holds a vacuum well. But here’s the thing people forget—plastic absorbs water from the air like a sponge. If you try to melt wet plastic, you get bubbles and weak tubes. It looks terrible. So, the first real step isn't even the molding. It’s the drying. We use a **hopper dryer** for that. It sits right on top of the machine, baking the moisture out of the pellets. I’ve seen guys try to skip this or rush it because they want to get production started, and let me tell you, it never ends well. You just end up with a pile of scrap. Once the plastic is dry and hot, it gets moved. We don't shovel it in by hand anymore—my back is thankful for that. We use an **auto loader**. It’s this vacuum thing that sucks the pellets up and dumps them where they need to go. It’s satisfying to watch, just a constant flow of material. Then comes the big boss of the factory floor: the **plastic injection molding machine**. This thing is heavy, loud, and powerful. It takes that melted plastic and shoots it under crazy high pressure into the **mold**. Or **mould**, depending on how you like to spell it. I’ve seen it written both ways on invoices so many times I stopped caring. But the mold is the heart of it. It’s got all these cavities shaped like the test tubes. The steel has to be perfect. If there's even a tiny scratch on the inside of that metal, every single tube comes out with a mark. But you can’t just shoot hot plastic and expect it to stay shaped. It needs to cool down fast, or it’ll warp when the machine spits it out. That’s where the **chiller** comes in. It pumps cold water through the mold to freeze the plastic in place instantly. I remember one summer the chiller broke down on a line I was watching. The tubes were coming out looking like melted candles. It was a disaster. We lost half a day's work. Speaking of disasters, even on a good day, you get some waste. Maybe the machine starts up cold, or the color isn't right yet. We don't just throw that plastic in the trash. That’s money! We toss the bad tubes into a **crusher**. It chews them up into little bits so we can mix it back in with the fresh stuff later. It’s noisy as heck, but it makes you feel better about not wasting material. So now you have a plastic tube. But it’s just a piece of plastic. It’s not a "Serum blood collection tube" yet. This is where the specific production line gets interesting. You have to get the chemistry right. The tubes go down a conveyor belt, clinking against each other. First, they need the clot activator. It’s usually sprayed on the inside walls. It’s a mist. You can barely see it if you aren't looking close. This stuff makes the blood clot faster so the lab can analyze the serum. If the spray nozzle gets clogged—which happens more than I’d like to admit—you get a tube that doesn't work. Then comes the gel. This is the stuff that sits at the bottom. It’s weirdly heavy. When they spin the blood in the centrifuge later, this gel moves up and creates a barrier between the cells and the liquid. Adding this gel is a pain because it has to be the exact right amount. Too little, and the barrier breaks. Too much, and you waste expensive chemicals. The machine drops a glob of it right into the bottom. After all that, they put the caps on, pull a vacuum so it draws the exact right amount of blood, and pack them up. I personally think the whole process is kind of beautiful in a loud, industrial way. You start with hard pellets, melt them down, shape them, spray them, fill them, and cap them. All in a few seconds per batch. It’s rhythmic. When the machines are running smooth, it’s like music. The click-clack of the **auto loader**, the deep hum of the injection machine, the hiss of the mold opening. It’s funny, though. Most people just see the tube at the doctor's office and wince because they hate needles. They never think about the **crusher** grinding up the mistakes or the **hopper dryer** humming away in a hot factory to make sure that plastic is crystal clear. I guess that’s the point. If we do our job right, you don't notice the tube at all. You just get your results. I was just thinking the other day about how much this technology has changed. The old glass tubes were a nightmare. Breakable, dangerous. These plastic ones are tough. You can drop them and they just bounce. It’s amazing what a bit of heat and a good mold can do. Sometimes I wonder what's next, you know?
Country

